Crystallizer Types
1) Forced Circulation (FC) Crystallizer
Slurry is pumped from bottom cone of the evaporator vessel through the heat exchanger where heat is supplied. Heat exchanger is not used in flash cooling design. So, problems with scaling in tubes are avoided. Sufficient solution height should be maintained above the heat exchanger to suppress boiling on the tube surfaces. Optimal velocity in the tubes should be maintained in order to get high heat transfer. This leads to high recirculation rates.
To minimize liquid droplet entrainment into the vapor space above the boiling surface, evaporation rate must be controlled to obtain optimum upward vapor velocity.
Pump speed is an important parameter in designing of the crystallizer. It should operate at low speeds in order to minimize mechanical attrition of the salt crystals.
Average particle size for forced circulation crystallizer is between 0.2-0.8mm. In order to optimize the crystal size and purity, a salt leg (Elutriation leg) can be adapted to the crystallizer. Crystals are fluidized and classified in the salt leg. Smaller ones go back to the crystallizer and larger ones discharged.
Main advantages of FC crystallizer are simple design and minimum investment cost.
Suspension density is the another important parameter in design of crystallizers. Lower suspension densities increase the risk of primary nucleation and incrustations. Higher suspension densities increase the mechanical attrition.
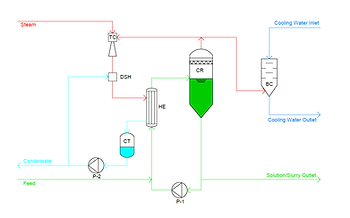
Fig. 1. Principle of Forced
Circulation Crystallizer
2) Draft-Tube Baffle (DTB) Crystallizer
Average particle size for DTB crystallizer is between 0.8-2.5mm. A salt leg (Elutriation leg) can also be adapted to the crystallizer like in the FC crystallizer. Very low tip speed of the propeller reduces mechanical attrition and breaking of crystals. DTB crystallizer is a combination of clarifier and mixing vessel. Small particles are separated through the settling zone. They are removed at the outer loop of the crystallizer generally by heating the brine (depending on the solubility characteristics). Residence time of the crystals is also increased in this type of crystallizers.

Fig. 2. Principle of Draft-Tube Baffle (DTB) Crystallizer

3) Growth Type (Oslo) Crystallizer
Average particle size for Oslo crystallizer is between 1.5-5mm. It is also called fluidized bed crystallizer. Crystals are fluidized at the bottom of the crystallizer by an external axial flow pump. Since there is no contact of crystals with pump propeller, secondary nucleation is minimized. It is also a combination of clarifier and mixing vessel. Small particles are separated through the settling zone. Oslo has the largest crystal residence time among the crystallizer types.
Fig. 3. Principle of Growth Type (Oslo) Crystallizer